新型复合材料辊是由高强度的无纺布所组成的,其多孔的结构使其具有一定的吸油特性和杂质渗透作用[1]。与传统的橡胶辊和聚氨酯辊相比,它对卷材表面残余的油具有更好的轧干效果,同时也能有效减少对卷材造成的划伤及污染。再者,它具有传统挤油辊所不具有的高摩擦系数,这一特性能有效防止辊的打滑,避免造成卷材表面的二次划伤[2]。利用新型复合材料辊代替目前国内冷轧生产线上大量使用的传统的橡胶辊和聚氨酯辊,有助于提高冷轧钢板的生产质量,减少轧制油的损耗。
新型复合材料辊用无纺布是新型复合材料辊的辊套的主体组成部分,它是将一定量特制的粘合剂以一定的工艺施加到梳理后的纤维上,在一定温度下烘干得到的无纺布。在研制新型复合材料辊用无纺布时,纤维和粘合剂的合理选择是关键,不仅要求粘合剂与纤维具有良好粘结性,而且必须满足新型复合材料辊的性能要求。目前,在国内尚未见到关于新型复合材料辊用无纺布研究的相关导报,为此本实验采用气流成网法制造纤网,并利用粘合剂喷洒法施加粘合剂来制造具有良好吸油性的高强度无纺布。通过实验确定合理的粘合剂含量,并对无纺布进行吸油性测试。
2 实验部分
2.1 实验原料
(1)纤维:聚酰胺66纤维,美国杜邦公司生产;
(2)粘合剂:自交联丙烯脂乳液粘合剂,青岛金森达化工有限公司生产;
(3)轧制油:安美不锈钢轧制油,东莞市安美润滑科技有限公司生产。
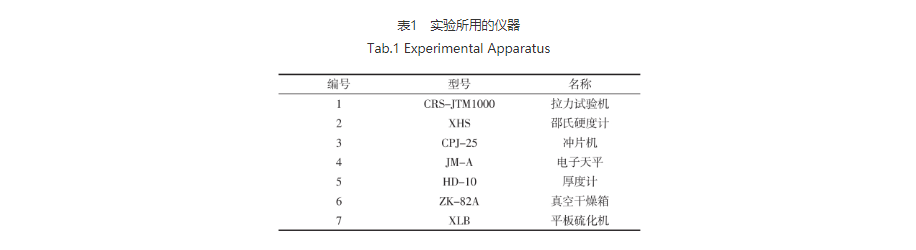
2.2 实验仪器
验所用的仪器,如表1所示。
2.3 工艺流程的确定
在无纺布的生产过程中,成网形式不同,产品中纤维的排列状态不同,产品结构也会变化,这就会使产品的性能变化其应用领域也随之变化[3]。在各种成网方法中,只有气流成网才能使无纺布的纵横强度比接近1:1,保证以其生产的新型复合材料辊具有各向同性。为了配合气流成网法,采用粘合剂喷洒法生产具有多孔结构的无纺布。通过多次实验和比较,确定制造新型复合材料辊用无纺布的工艺流程,如图1所示。
2.4 实验步骤
(1)将梳理过的锦纶纤维均匀吹散到模具中;
(2)将配置的一定固含量的粘合剂通过喷洒装置施加到模具中的纤维上;
(3)充分浸润后,将模具的边框取下,把混合的粘合剂与纤维放入平板硫化机;
(4)利用平板硫化机提供的温度和压力,压制无纺布,将压制出的无纺布放入烘箱进行烘干。
(5)对无纺布进行取样并测试。
3 结果与讨论
3.1 实验原料的选择
3.1.1 纤维的选择
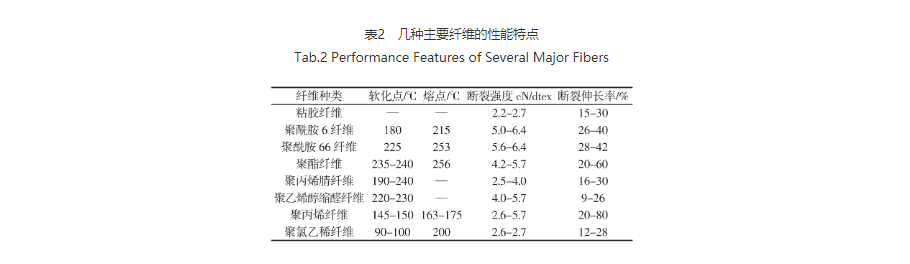
首先,所选用的纤维要能满足产品用途对其性能的要求[4]。新型复合材料辊用无纺布必须具备优良的耐油性,耐热性以及较高的物理机械性能,因此,要求纤维原料强度高、耐磨性强、耐热性好、耐溶剂性强。然后从成本和加工工艺上考虑,常见纤维的价格比改性纤维与特种纤维低廉,加工工艺比较简单,对设备的要求不高,所以尽量从常见的纤维中选取。为了满足新型复合材料辊用无纺布的性能要求,首先从温度与强度两个方面进行考虑。强度与温度比较高的有聚酰胺纤维、聚酯纤维、聚乙烯醇缩醛纤维和聚丙烯纤维。通过表2可以看出:聚酰胺66纤维的最大断裂强度可达64cN/dtex,最大软化点可达225℃,温度与强度的综合性能居所有主要纤维之首。另外,它还有良好的耐腐蚀性,并且耐磨性较高,因此选择聚酰胺66纤维进行无纺布的研制。
3.1.2 粘合剂的选择
若采用粘接法制造无纺布,粘合剂是纤维网的重要组成部分,其选择将对最终的产品产生重大的影响。在选择粘合剂时,通常可以选用聚乙烯醇类、醋酸乙烯醇类、丙烯酸酯类等无纺布用粘合剂[6-7]。无纺布制造工业中用得最多的是乳液粘合剂,而其中的聚丙烯酸酯乳业粘合剂约占无纺布制造工业中应用的全部粘合剂总量的60%,并且剥离强度、冲击强度和剪切强度较高,耐候性、耐高温性优良。综合考虑粘合后无纺布的耐热性、耐溶剂性和高强度等因素,通过一系列筛选实验,选用丙烯酸酯乳液粘合剂。
3.2 新型复合材料辊用无纺布的粘合剂含量确定以及吸油性研究
3.2.1 新型复合材料辊用无纺布的粘合剂含量确定
新型复合材料辊用无纺布的粘合剂含量对新型复合材料辊的高强度、多孔性和可压缩性具有较大的影响[2],因此必须确定合理的粘合剂含量。而拉伸强力和硬度是影响无纺布的高强度与可压缩性关键因素,必须对其拉伸强力和硬度进行测试。
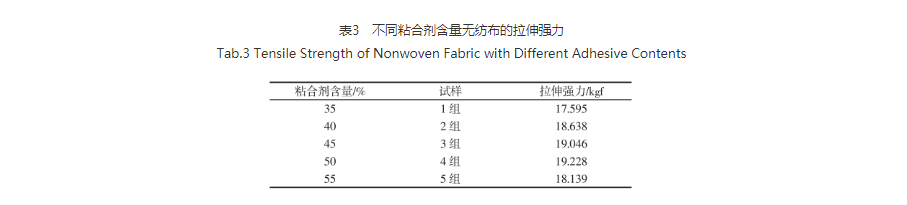
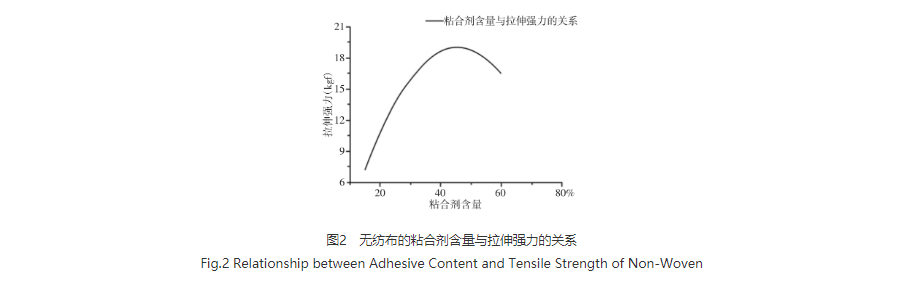
在温度为22±5℃,湿度为50-60%条件下取样,每组试样分别在粘合剂含量为35%、40%、45%、50%、55%时取样,每组试样在取样时要取3个试样,分别测试拉伸强,将每组3个试样的测量值的平均数,如表3所示。通过图2可以看出:在一定范围内,随着粘合剂含量的增加,无纺布的拉伸强力增大,当达到一定的临界值,粘合剂的分布将受到影响,无纺布的性能将会恶化,拉伸强力随之降低。当粘合剂的含量为(45~50)%时,通过实验可以确定,新型复合材料辊用无纺布的粘合剂含量为47%,新型复合材料辊用无纺布的拉伸强力达到最大值19.310kgf。
随着粘合剂含量的增加,无纺布的硬度会增大,新型复合材料辊的可压缩性降低。测得粘合剂含量为47%的试样硬度平均值为73.5A,低于新型复合材料辊的最大使用硬度76A,确定粘合剂含量为47%达到最佳配比。
3.2.2 新型复合材料辊用无纺布的吸油性能及其影响因素
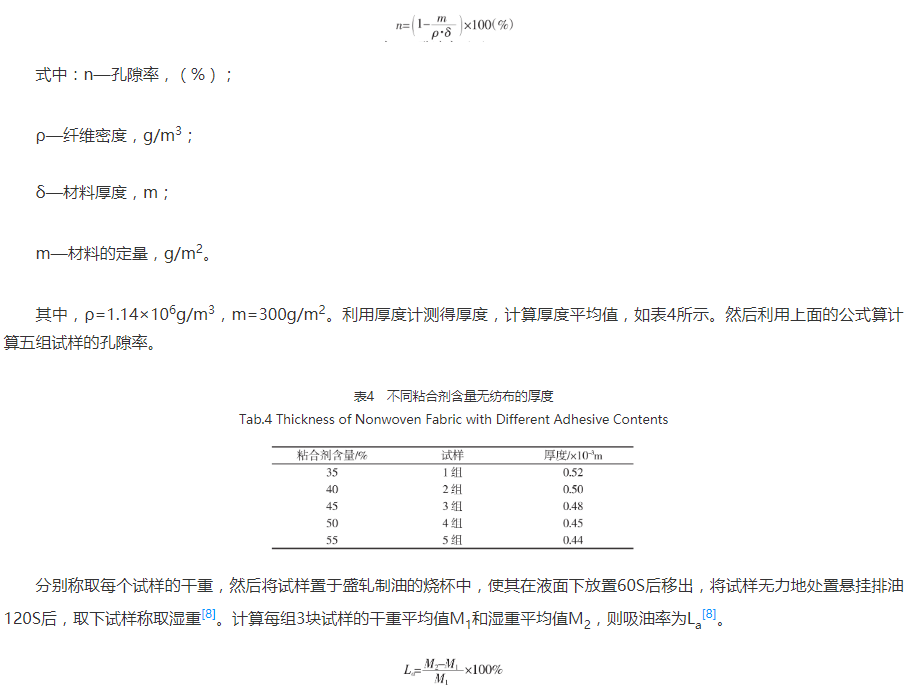
无纺布的孔隙率是指材料的孔隙体积与总体积的比值[8]。在确定孔隙率时,无需要直接进行实验,而是在测定的基础上通过计算求得。
分别称取每个试样的干重,然后将试样置于盛轧制油的烧杯中,使其在液面下放置60S后移出,将试样无力地处置悬挂排油120S后,取下试样称取湿重[8]。计算每组3块试样的干重平均值M1和湿重平均值M2,则吸油率为La[8]。
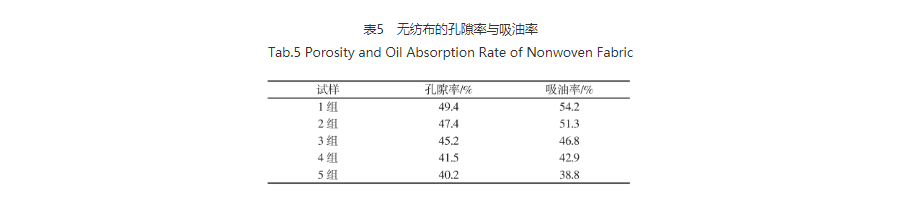
从表5可以看出,吸油性随孔隙率的增大而增大,结合表3可知,与此同时,随着粘合剂的含量降低,无纺布的强度略有增加,达到临界值后,无纺布的强度急剧下降。新型复合材料辊的吸油率至少需要达到42.5%,为保证新型复合材料辊的吸油效果,粘合剂的含量应该小于50%。当取粘合剂含量为47%时,取样计算出无纺布孔隙率为42.7%,并测试其吸油率为45.2%,新型复合材料辊用无纺布的吸油性满足使用要求。
4 结论
(1)为了使制造出的新型复合材料辊具有各向同性,必须采用气流成网法配合粘合剂喷洒法对无纺布进行加工。
(2)当新型复合材料辊用无纺布的粘合剂含量达到47%时,它的拉伸强力达到最大值19.310kgf,此时硬度为73.6A,能够满足使用要求。
(3)吸油性与孔隙率有关,孔隙率越高相应的吸油效果越好,但是与此同时会影响无纺布的强度,因此要在不影响强度的前提下适当提高孔隙率。
(4)无纺布的吸油率45.2%,大于使用要求的吸油率42.5%,能够满足新型复合材料辊的吸油性要求。
(5)上述研究为进一步研制出综合性能更好的新型复合材料辊用无纺布提供了基础。